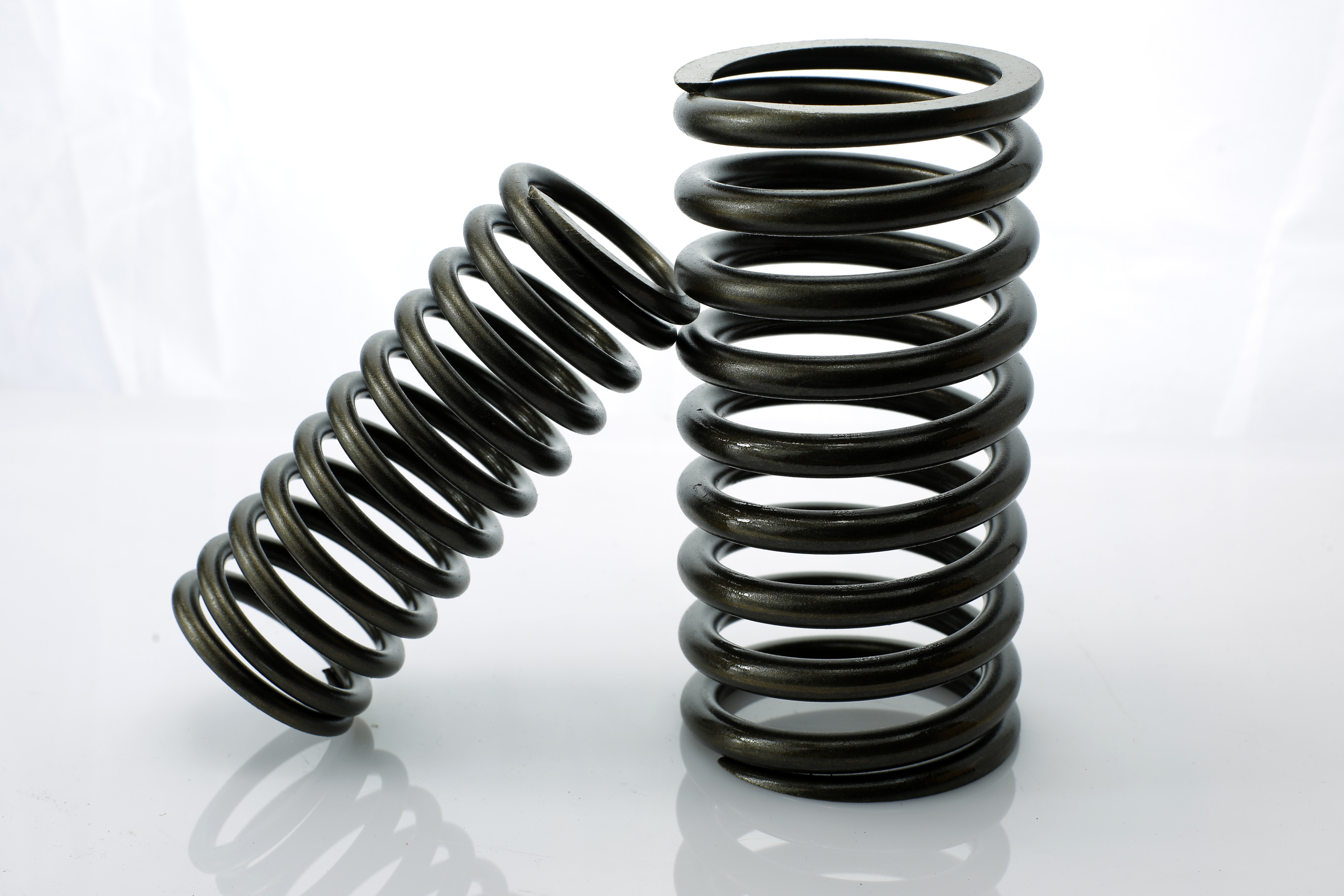
龙田弹簧解析异形弹簧加工步骤
今天龙田弹簧的生产厂家为大家解析一下异形弹簧加工步骤有哪一些:
如淬火淬火温度过低,由于奥氏体中的合金元素浓度低,造成淬火组织中出现屈氏体组织,同时马氏体中含碳量偏低,未溶解碳化物数量过多,淬火温度过高过低都会使零件强度和疲劳寿命降低。
一、下料是首先最重要的一部,没有料什么也做不出来。
二、冷墩
冷墩不仅可以使钢材成型,还可使钢材在冷墩过程中成分更加均匀,有效减少缺陷(夹杂、偏析等不良组织)含量,使工件组织缺陷的影响减小到最小,为后续工序做好形状上和组织上的准备。
三、软磨
软磨使工件外形更接近所需尺寸,为以后工序留好加工余量,以防后续加工出现尺寸偏差无法补救。
四、淬火+低温回火
淬火
1、目的:把弹簧加热到奥氏体化后,以适当的方式冷却(通常是快冷)获得马氏体和贝氏体组织。在经回火使钢材获得需要的使用性能,以充分发挥材料的潜力。
2、设备选用:盐浴炉
3、工艺原理:奥氏体被冷至低温区域下发生相变,由于相变温度低,原子扩散极困难。相变只发生点阵畸变型位移和切变(铁原子只做短程位移)而不发生碳原子的扩散,因此,马氏体是碳在γ—Fe中的过饱和固溶体,形成以碳原子为中心的应力场。该应力场会阻碍位错运动,也可以理解为碳原子对位错的钉扎作用,从而使马氏体硬度和强度提高。GCr15弹簧钢的淬火温度范围为830—860℃,在840℃加热淬火,能得到最高的硬度,弯曲疲劳强度和冲击韧度,如淬火温度太高,奥氏体晶粒粗大,残余奥氏体增多,未溶碳化物过少。
以上就是异形弹簧加工步骤,在淬火中又分三个小的步骤,希望对各位有所帮助。